
革命性產物>>硬材攻牙的救星 >>鎢鋼銑牙刀>>適用於不銹鋼,預硬鋼或硬度達HRC62°的材料
目前螺絲孔攻牙遇到硬材,特別是熱處理過的板材,目前大多是使用放電攻牙,1孔加工時間約30~40分,不僅耗時,成本也高,加工出來的螺孔品質很差開口過鬆,孔底太緊,若使用傳統銑牙刀雖加工快速,但每支成本高昂壽命更短,而且很多廠商並不提供NC碼,很不容易上手,本公司經過多年研發,不僅單價低,兼具倒角功能,使用壽命更長,加工1孔僅需2~4分鐘,而且每支刀均附本公司獨家開發之NC碼,裡面已內含鑽孔及銑牙程式並附上轉速與進給量,不僅程式短相容性也高,不管是單孔加工或多孔加工均可輕鬆應對。
通過創新的設計,用普通鋼材當主體,刀刃使用特殊鎢鋼,大大降低售價,刀刃尾端使用了方向之消屑角,有別於傳統銑牙刀無法做消屑角處理,即便用老舊機台加工仍游刃有餘,用傳統切削液就可達到10倍壽命,通過實體加工測試,每支牙刀壽命可達50-100孔 (以材質SKD11,硬度HRC60°,M10銑10牙測試) 若是加工物為白鐵 (不銹鋼) 則加工壽命更可達2000孔以上。
每支刀均附多種模式的程式供選擇,並以巨集指令方式寫成NC碼,於加工中若螺牙太鬆或太緊,可直接用共變數更改參數,機台會自動更改程式,並持續加工而不需重頭做起,更不須轉換NC碼,大大節省開發時間。
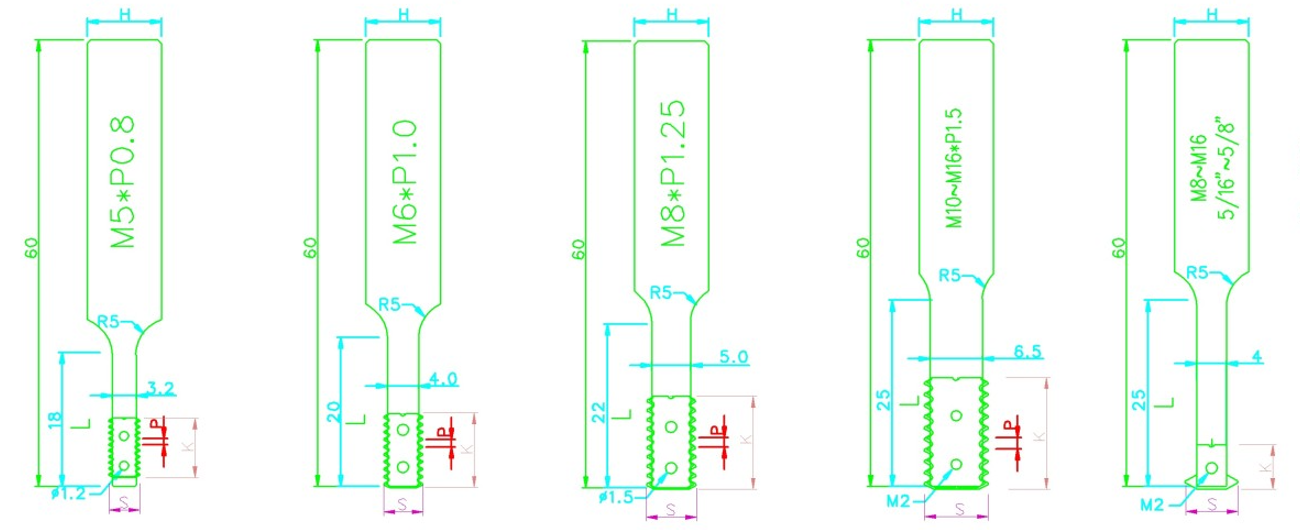
| 號碼 | 規格 | P 牙距 |
牙攻本身齒數 | 鑽孔直徑 | H 刀桿直徑 |
S 刀刃直徑 |
L 長度 |
K 刀刃總長 |
可銑最大齒數 | 倒角功能 | 鑽孔功能 | 銑牙時間 | 壽命 (HRC60°) |
壽命 (HRC30°) |
壽命 (304白纖) |
壽命 (軟材) |
售價 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | M5 | 0.8 | 10 | 4.2~4.4 | ø10 | ø4.2 | 18 | 8 | 22 | — | — | 3分鐘 | 50 | 1000 | 3000 | 3000 | |
| 02 | M6 | 1 | 10 | 5.2~5.4 | ø10 | ø5.44 | 20 | 10 | 20 | 有 | 有 | 3分鐘 | 60 | 1000 | 3000 | 3000 | |
| 03 | M8 | 1.25 | 10 | 6.8~7.1 | ø10 | ø6.7 | 22 | 12.5 | 18 | 有 | 有 | 3分鐘 | 80 | 1000 | 3000 | 3000 | |
| 04 | M10~M16 | 1.5 | 10 | 8.5~9.0 | ø10 | ø8.6 | 25 | 15 | 17 | 有 | 有 | 3分鐘 | 150 | 1000 | 3000 | 3000 | |
| 05 | M12 | 1.75 | 8 | 10.2~11 | ø10 | ø8.6 | 25 | 17.5 | 14 | 有 | 有 | 4分鐘 | 100 | 1000 | 3000 | 3000 | |
| 06 | 1/4" | 1.27 | 8 | 5.1~5.3 | ø10 | ø5.2 | 18 | 10 | 14 | 有 | 有 | 4分鐘 | 40 | 800 | 3000 | 3000 | |
| 07 | 5/16" | 1.411 | 9 | 6.5~6.9 | ø10 | ø6.8 | 22 | 12.5 | 15 | 有 | 有 | 4分鐘 | 70 | 800 | 3000 | 3000 | |
| 08 | 3/8" | 1.588 | 9 | 7.9~8.3 | ø10 | ø8.0 | 25 | 15 | 15 | 有 | 有 | 4分鐘 | 140 | 800 | 3000 | 3000 | |
| 09 | 通用型 M8~M12 5/16"~7/16" |
1.25~1.8 | 1 | — | ø10 | ø7.1 | 25 | 6 | — | — | — | — | — | 200 | — | — | |
| 10 | 通用型 M10~M22 3/8"~5/8" |
1.25~2.5 | 1 | — | ø10 | ø7.1 | 25 | 6 | — | — | — | — | — | — | — | — |
請連結以下網址:www.durable99-milling.com.tw 選擇所買銑牙刀規格,以取得加工NC碼,亦可接受客製化訂製特殊規格,請來電詢問。
本公司研發之NC碼係針對以上表格之刀具量身訂做,並不適合仿間傳統銑牙刀。
**目前本產品已取得多國發明專利,請勿私下仿冒,製造及販售**
前進企業社手機:0935-483795、TEL:04-7368760~1、FAX:04-7368767